
Manufacturing Processes of Plastic Products
Plastics are a wide range of synthetic or semi-synthetic materials that use polymers as a main ingredient. Plastics can be moulded, extruded or pressed into solid objects of various shapes. Many of our products are made of different plastic material, like trigger sprayers, brooms, buckets, bottles etc.
Today we are going to share some manufacturing processes of plastic products. Hope this article can help you understand what process method different plastics used.
Injection molding
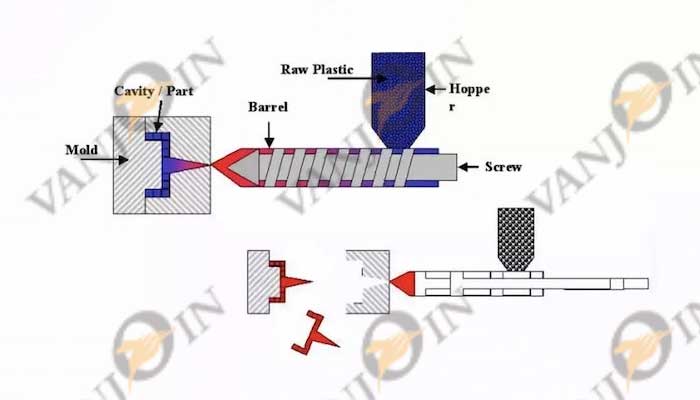
Injection molding is a forming process using molds. Synthetic resins (plastics) are heated and melted in hopper, and then sent to a long barrel and pushed forward by a reciprocating screw. At the end of barrel, fluid material is injected into mold by a syringe and forced to cool down. The mold cavities closed and form plastic into the shape conforming to mold design. After a certain interval time for plastic to get harden, two parts mold separate and semi-product is released for mechanical arm taking out.
With injection molding, diversely shaped parts, including those with complex shapes, can be continuously and quickly manufactured in large volumes. Therefore, injection molding is used to manufacture commodities and products in a wide range of industries.
Plastic Extrusion

Plastics extrusion is a high-volume manufacturing process in which raw plastic is melted and formed into a continuous profile. Extrusion produces items such as pipe/tubing, weatherstripping, fencing, deck railings, window frames, plastic films and sheeting, thermoplastic coatings, and wire insulation.
Same as injection forming, This process starts by feeding plastic material from a hopper into the barrel of the extruder. The material is gradually melted by the mechanical energy generated by turning screws and by heaters arranged along the barrel. At end of barrel, The molten polymer is then forced into small outlet, or a die, which shapes the polymer into a wanted shape. Then the plastic will be transfer through a cooling line, help it harden and finally be cut by cutter into product.
Blow Molding
Blow molding is a manufacturing process for forming and joining together hollow plastic parts. It is also used for forming glass bottles or other hollow shapes.
In general, there are three main types of blow molding: extrusion blow molding, injection blow molding, and injection stretch blow molding.
The blow molding process begins with melting down the plastic and forming it into a parison or, in the case of injection and injection stretch blow molding (ISB), a preform. The parison is a tube-like piece of plastic with a hole in one end through which compressed air can pass.
The parison is then clamped into a mold and air is blown into it. The air pressure then pushes the plastic out to match the mold. Once the plastic has cooled and hardened the mold opens up and the part is ejected. Water channels are carved into the mold to assist in cooling.
Thermoforming
Thermoforming is a manufacturing process where a plastic sheet is heated to a pliable forming temperature, formed to a specific shape in a mold, and trimmed to create a usable product. The sheet, or “film” when referring to thinner gauges and certain material types, is heated in an oven to a high-enough temperature that permits it to be stretched into or onto a mold and cooled to a finished shape. Its simplified version is vacuum forming.
Thermoforming differs from injection molding, blow molding, rotational molding and other forms of processing plastics. Thin-gauge thermoforming is primarily the manufacture of disposable cups, containers, lids, trays, blisters, clamshells, and other products for the food, medical, and general retail industries.
Compression Molding
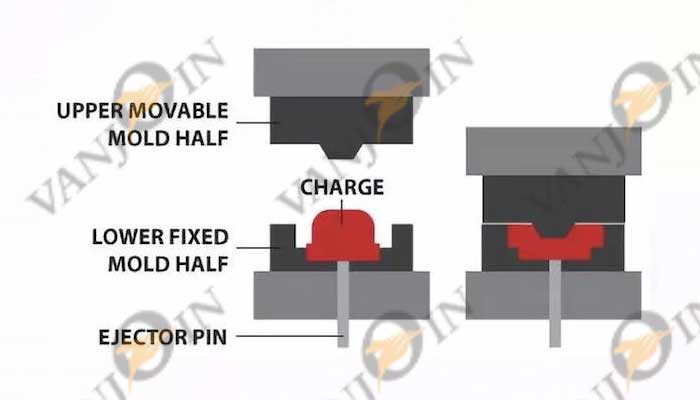
Compression molding is a most common forming method in thermosets.
Advanced composite thermoplastics can also be compression molded with unidirectional tapes, woven fabrics, randomly oriented fiber mat or chopped strand. The molding material, generally preheated, is first placed in an open, heated mold cavity. The mold is closed with a top force or plug member, pressure is applied to force the material into contact with all mold areas, while heat and pressure are maintained until the molding material has cured.
Calendering
Calendering is a speciality process for high-volume, high quality plastic film and sheet, mainly used for PVC as well as for certain other modified thermoplastics.
The melted polymer is subject to heat and pressure in an extruder and formed into sheet or film by calendering rolls. The temperature and speed of the rolls influences the properties of the film.
Calendering allows speciality surface treatments of the film or sheet such as embossing or enhancing the physical properties or in-line lamination
Pultrusion
Pultrusion is a manufacturing process for converting reinforced fibers and liquid resin into a fiber-reinforced plastic, also known as fiber-reinforced polymer (FRP). As opposed to extrusion, which pushes the material, pultrusion pulls the material.
The pultrusion process allows continuous production of FRP structural shapes in an automated, energy-efficient process by pulling fiberglass rovings through a resin bath or resin impregnator that completely saturate the reinforcements. The resin hardens from the heated steel pultrusion die, resulting in a strong, lightweight final product that follows the shape of the die.
Vacuum Forming

Vacuum forming is a simplified version of thermoforming, where a sheet of plastic is heated to a forming temperature, stretched onto a single-surface mold, and forced against the mold by a vacuum. This process can be used to form plastic into permanent objects such as turnpike signs and protective covers.
Suitable materials for use in vacuum forming are conventionally thermoplastics. The most common and easiest to use thermoplastic is high impact polystyrene sheeting (HIPS). This is molded around a wood, structural foam or cast or machined aluminum mold, and can form to almost any shape. This high impact material is hygienic and capable of retaining heat and its shape when warm water is applied and is commonly used to package taste and odor sensitive products. Vacuum forming is also appropriate for transparent materials such as acrylic, which are widely used in applications for aerospace such as passenger cabin window canopies for military fixed wing aircraft and compartments for rotary wing aircraft. Vacuum forming is often used in low-level technology classes for an easy way to mold.
Rotational Molding
Rotational molding, rotomolding, rotomold or rotocasting is a production process to form hollow parts of limitless size. This is a cost-effective method to produce large plastic parts. Resins are added into a mold that’s heated and rotated slowly, both vertically and horizontally. The simultaneous heating and rotation distributes and fuses the resin on the inner surfaces of the mold. The result is a product that contains seamless parts with a uniform wall thickness with more material in corners to absorb shocks and stresses where they occur most.
The rotational molding process consists of four distinct phases:
* Loading a measured quantity of polymer (usually in powder form) into the mold.
* Heating the mold in an oven while it rotates, until all the polymer has melted and adhered to the mold wall. The hollow part should be rotated through two or more axes, rotating at different speeds, in order to avoid the accumulation of polymer powder. The length of time the mold spends in the oven is critical: too long and the polymer will degrade, reducing impact strength. If the mold spends too little time in the oven, the polymer melt may be incomplete. The polymer grains will not have time to fully melt and coalesce on the mold wall, resulting in large bubbles in the polymer. This impairs the mechanical properties of the finished product.
* Cooling the mold, usually by fan. This stage of the cycle can be quite lengthy. The polymer must be cooled so that it solidifies and can be handled safely by the operator. This typically takes tens of minutes. The part will shrink on cooling, coming away from the mold, and facilitating easy removal of the part. The cooling rate must be kept within a certain range. Very rapid cooling (for example, water spray) would result in cooling and shrinking at an uncontrolled rate, producing a warped part.
* Removal of the part.
Related Information